

Processo di produzione della frizione del compressore A/C: precisione, automazione e garanzia della qualità
Trasformare i progetti ingegneristici in affidabilità funzionale
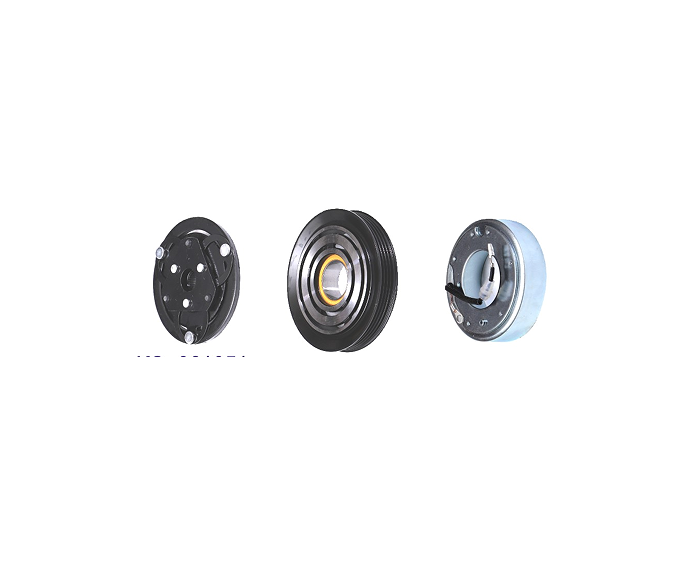
Dietro ogni frizione del compressore A/C si cela una combinazione di precisione magnetica, accuratezza meccanica e test rigorosi.
Gli stabilimenti di produzione KASEN integrano tecnologie CNC avanzate, avvolgimento automatico delle bobine e sistemi di bilanciamento dinamico per raggiungere la coerenza richiesta dagli OEM del settore automobilistico a livello mondiale.
Dalla selezione delle materie prime alla convalida finale della coppia, ogni processo è controllato entro tolleranze micrometriche, garantendo che ogni frizione funzioni in modo impeccabile in condizioni reali.
1. Preparazione del materiale e formatura dei componenti
Il processo inizia con la selezione di leghe di acciaio certificate e conduttori di rame , provenienti da fornitori approvati ISO.
Puleggia e mozzo: lavorati in acciaio strutturale ad alto tenore di carbonio per resistere al carico torsionale.
Nucleo della bobina: realizzato in lamiere di acciaio al silicio laminate, che riducono la perdita di flusso magnetico.
Piastra di attrito: realizzata con materiali compositi per una presa bilanciata e una resistenza all'usura.
Tutti i componenti in acciaio vengono sottoposti a tempra a induzione (fino a 40 HRC) per migliorare la resistenza alla fatica e la stabilità dimensionale.
Prima della lavorazione, ogni pezzo grezzo viene ispezionato per verificarne l'uniformità chimica tramite analisi spettrale , garantendo l'integrità metallurgica dell'intero lotto.
2. Lavorazione CNC e precisione dimensionale
Gli alloggiamenti della frizione, i mozzi e le pulegge KASEN sono realizzati utilizzando centri di lavorazione CNC a 5 assi per ottenere una precisione geometrica entro ±0,01 mm .
Le operazioni principali includono:
Tornitura e fresatura con torni CNC per la concentricità.
Foratura e scanalatura per la compatibilità con la cinghia.
Rettifica superficiale per controllare la planarità e ridurre le vibrazioni.
Ogni componente lavorato passa attraverso una macchina di misura a coordinate (CMM) per garantire la precisione dimensionale.
Ciò garantisce traferri uniformi, superfici di attrito bilanciate e caratteristiche di trasferimento della coppia costanti.
3. Avvolgimento automatico della bobina e sigillatura epossidica
La bobina elettromagnetica è il cuore della frizione del compressore: determina la fasatura di innesto e la forza magnetica.
KASEN utilizza linee di avvolgimento completamente automatizzate con sistemi di alimentazione del filo di rame a tensione controllata per mantenere la resistenza della bobina entro l'1% delle specifiche.
| Parametro | Standard KASEN | Tolleranza |
|---|---|---|
| Calibro del filo | Rame smaltato da 0,65 mm | ±0,01 millimetri |
| Resistenza della bobina (12 V) | 3,9Ω | ±0,05 Ω |
| Grado di isolamento | Classe H (180°C) | – |
| Resistenza alla tensione | 1500 V / 1 minuto | – |
Dopo l'avvolgimento, la bobina viene sigillata con resina epossidica termoconduttiva che migliora la dissipazione del calore e la resistenza all'umidità, garantendo una lunga durata anche in ambienti tropicali.
4. Assemblaggio e calibrazione del traferro
Il montaggio richiede un allineamento perfetto tra bobina, puleggia e disco della frizione.
Ogni frizione viene assemblata utilizzando dime di allineamento idrauliche che fissano in posizione l'asse magnetico e quello rotazionale.
Il traferro (0,4–0,6 mm) viene calibrato mediante spessori di precisione.
Il cuscinetto della puleggia è montato a pressione con precarico uniforme per ridurre al minimo l'attrito.
I dispositivi di fissaggio di coppia vengono applicati con una forza di serraggio controllata per mantenere la simmetria assiale.
L'ispezione post-assemblaggio verifica una scentratura ≤0,02 mm , garantendo un funzionamento regolare e bassi valori NVH (rumore, vibrazioni, durezza).
5. Bilanciamento dinamico e ottimizzazione NVH
L'equilibrio dinamico influisce direttamente sulla durata della frizione e sulla stabilità del compressore.
KASEN utilizza macchine equilibratrici ad alta velocità che operano fino a 10.000 giri/min , simulando i regimi dei motori reali.
Ogni puleggia viene corretta per raggiungere il grado di bilanciamento G2.5 secondo ISO 1940 , eliminando le vibrazioni che possono causare l'usura della cinghia o il guasto dei cuscinetti.
Ogni frizione viene poi sottoposta a test acustici in una camera semianecoica per garantire che il rumore di innesto rimanga al di sotto dei 58 dB .
6. Test delle prestazioni e convalida della resistenza
Prima di lasciare la fabbrica, il 100% delle frizioni Kasen viene testato per:
Tempo di risposta magnetica (<0,05 sec)
Capacità di coppia (25–40 N·m a seconda del modello)
Stabilità termica dopo 300.000 cicli di innesto
Sicurezza elettrica tramite test dielettrici e di resistenza
Resistenza alla corrosione in nebbia salina fino a 500 ore
Per i lotti OEM, campioni casuali vengono sottoposti a test di stress ambientale e del ciclo di vita , compresi cicli di temperatura tra -30°C e +180°C.
Ciò garantisce che le frizioni Kasen mantengano prestazioni costanti in tutte le zone climatiche.
7. Confezionamento e tracciabilità
Ogni unità è serializzata con un codice lotto inciso al laser , che la collega ai certificati dei materiali, ai registri di processo e ai dati di ispezione.
L'imballaggio è progettato per proteggere le superfici magnetiche e di attrito durante il trasporto, utilizzando materiali antistatici e resistenti all'umidità.
Il sistema ERP di KASEN garantisce la completa tracciabilità , garantendo che ogni componente possa essere tracciato, dalla bobina di acciaio grezzo alla consegna del prodotto finito.
8. Filosofia di garanzia della qualità
KASEN segue una filosofia di produzione a zero difetti supportata da:
Certificazione di gestione della qualità ISO/TS 16949 .
SPC (controllo statistico di processo) su ogni linea di produzione.
Rilevamento automatico dei difetti tramite sensori ottici.
Cicli di miglioramento continuo guidati dal feedback dei clienti e dai dati sul campo.
Ogni frizione spedita riflette l'impegno di KASEN verso l'affidabilità, la precisione e l'eccellenza ingegneristica misurabile.
Collabora con KASEN per un'affidabilità produttiva di livello OEM
L'ecosistema produttivo di KASEN trasforma l'ingegneria di precisione in qualità ripetibile.
Ogni frizione del compressore A/C è sottoposta a centinaia di controlli e bilanciamenti, garantendo durata, coerenza e compatibilità tra le piattaforme dei veicoli.
Per esplorare la documentazione tecnica, le capacità di produzione personalizzate o le opportunità di cooperazione OEM, visita la homepage di KASEN o contatta il nostro team tramite la pagina dei contatti .
FAQ: Produzione di frizioni per compressori A/C
D1. Quale tolleranza di lavorazione mantiene Kasen nell'allineamento delle pulegge?
Tutte le pulegge sono lavorate e verificate con una concentricità di ±0,01 mm mediante calibrazione CNC.
D2. Le frizioni Kasen sono compatibili con i principali marchi di compressori?
Sì. Le frizioni Kasen sono progettate per adattarsi ai compressori Sanden, Denso, Delphi e Valeo con la stessa precisione degli OEM.
D3. In che modo Kasen garantisce la coerenza delle bobine nei diversi lotti di produzione?
Il monitoraggio completamente automatico degli avvolgimenti e della resistenza mantiene una deviazione della resistenza pari a ±1%.
D4. Quali certificazioni di qualità possiede Kasen?
Kasen è certificata ISO/TS 16949 e ISO 14001, con controllo finale al 100% e tracciabilità dei lotti.